धातु ताप उपचार
शमन: धातु के भागों जैसे गियर, बेयरिंग और औजारों की सतह या पूरे शरीर को गर्म करना, इसके बाद कठोरता और घिसाव प्रतिरोध को बढ़ाने के लिए तेजी से ठंडा करना (उदाहरण के लिए, ऑटोमोबाइल ट्रांसमिशन गियर की सतह शमन)।
एनीलिंग: शीत-कार्यित धातु के टुकड़ों को गर्म करना तथा उन्हें धीरे-धीरे ठंडा करना, जिससे आंतरिक तनाव समाप्त हो जाए तथा प्लास्टिसिटी में सुधार हो (उदाहरण के लिए, शीत-रोल्ड स्टील शीटों का एनीलिंग)।
टेम्परिंग: कठोरता को समायोजित करने और भंगुरता को कम करने के लिए शमन के बाद पुनः गर्म करना (उदाहरण के लिए, शमन के बाद टूल स्टील की टेम्परिंग)।
सामान्यीकरण: अनाज को परिष्कृत करने और वर्कपीस संरचना को एक समान बनाने के लिए गर्म करने के बाद वायु शीतलन (एयर कूलिंग) किया जाता है (उदाहरण के लिए, कास्टिंग का सामान्यीकरण)।
धातु जोड़ना और बनाना
वेल्डिंग: धातु के टुकड़ों की संपर्क सतहों को स्थानीय रूप से गर्म करके उन्हें पिघलाना और जोड़ना (उदाहरण के लिए, तांबा-एल्यूमीनियम पाइपों की ब्रेजिंग, तार टर्मिनलों की वेल्डिंग)।
गर्म संयोजन/वियोजन: धातुओं के तापीय विस्तार और संकुचन गुणों का उपयोग करना, शाफ्ट पर आसान स्थापना के लिए बीयरिंग और गियर जैसे भागों को गर्म करके उन्हें फैलाना; या जंग लगे बोल्ट और नट को गर्म करके उन्हें आसानी से निकालना।
फोर्जिंग और हॉट अपसेटिंग: धातु के बिलेट को गर्म करके प्लास्टिक अवस्था में लाना और उन्हें फोर्जिंग के माध्यम से आकार देना (उदाहरण के लिए, बोल्ट और रिवेट्स को हॉट अपसेटिंग करना)।
स्थानीय ताप उपचार
कोटिंग/जंग हटाना: आसान सफाई के लिए पेंट, कोटिंग्स को नरम करने या जंग की परतों को ढीला करने के लिए धातु की सतह को गर्म करना (उदाहरण के लिए, पुराने उपकरणों के नवीनीकरण के दौरान सतह का उपचार)।
विगलन और पूर्वतापन: जमे हुए धातु के भागों को पिघलाने के लिए उन्हें गर्म करना, या दरारें रोकने के लिए वेल्डिंग से पहले वर्कपीस को पूर्वतापन करना (उदाहरण के लिए, कम तापमान वाले वातावरण में वेल्डिंग के लिए पाइपों को पूर्वतापन करना)।
स्थानीय सीधा करना: धातु घटकों के विकृत भागों को गर्म करना और सीधा करने के लिए बाह्य बल लगाना (उदाहरण के लिए, यांत्रिक भागों का स्थानीय झुकाव सुधार)।
विशेष सामग्रियों का तापन
प्रयोगों या विशिष्ट प्रक्रियाओं (जैसे, ग्रेफाइट सांचों को पहले से गर्म करना) के लिए प्रवाहकीय सामग्रियों (जैसे ग्रेफाइट और कुछ अर्धचालक सामग्रियों) को गर्म करना।
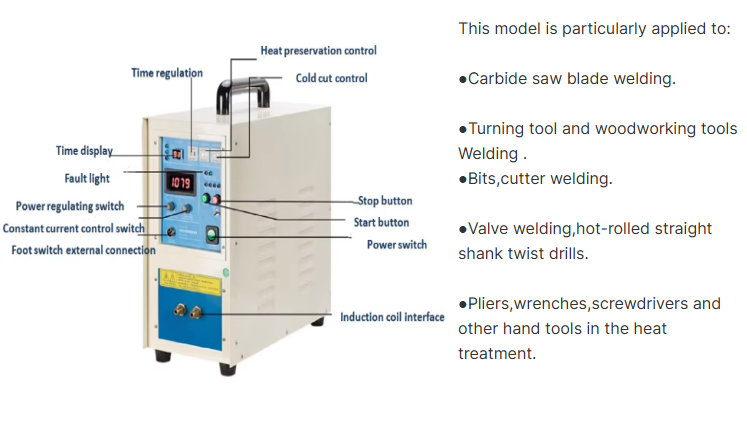
उपकरण की मूल संरचना
हैंडहेल्ड हीटिंग कॉइल हीटिंग उपकरण में आमतौर पर तीन मुख्य घटक होते हैं, जो हीटिंग फ़ंक्शन को प्राप्त करने के लिए एक साथ काम करते हैं:
होस्ट (पावर मॉड्यूल)
उपकरण के "शक्ति स्रोत" के रूप में, यह नगरपालिका विद्युत (प्रत्यावर्ती धारा) को उच्च-आवृत्ति प्रत्यावर्ती धारा में परिवर्तित करने के लिए ज़िम्मेदार है। होस्ट में आमतौर पर रेक्टिफायर, इन्वर्टर और अनुनाद संधारित्र जैसे घटक होते हैं, और यह ताप आवश्यकताओं के अनुसार आउटपुट शक्ति (आमतौर पर कई सौ वाट से लेकर कई किलोवाट तक) और आवृत्ति (आमतौर पर 10kHz - 400kHz) को समायोजित कर सकता है।
हैंडहेल्ड हीटिंग कॉइल
यह वह भाग है जो गर्म की जाने वाली वस्तु पर सीधे कार्य करता है। इसके विभिन्न आकार होते हैं (जैसे गोलाकार, घोड़े की नाल के आकार का, चपटा, आदि) और इसे वर्कपीस के आकार के अनुसार लचीले ढंग से बदला जा सकता है। कुंडली उच्च तापमान प्रतिरोधी इंसुलेटिंग तारों (जैसे सिरेमिक या सिलिका जेल से लेपित तांबे के तार) से बनी होती है। जब उच्च-आवृत्ति वाली प्रत्यावर्ती धारा कुंडली से होकर गुजरती है, तो यह अपने चारों ओर एक उच्च-आवृत्ति वाला प्रत्यावर्ती चुंबकीय क्षेत्र उत्पन्न करती है।
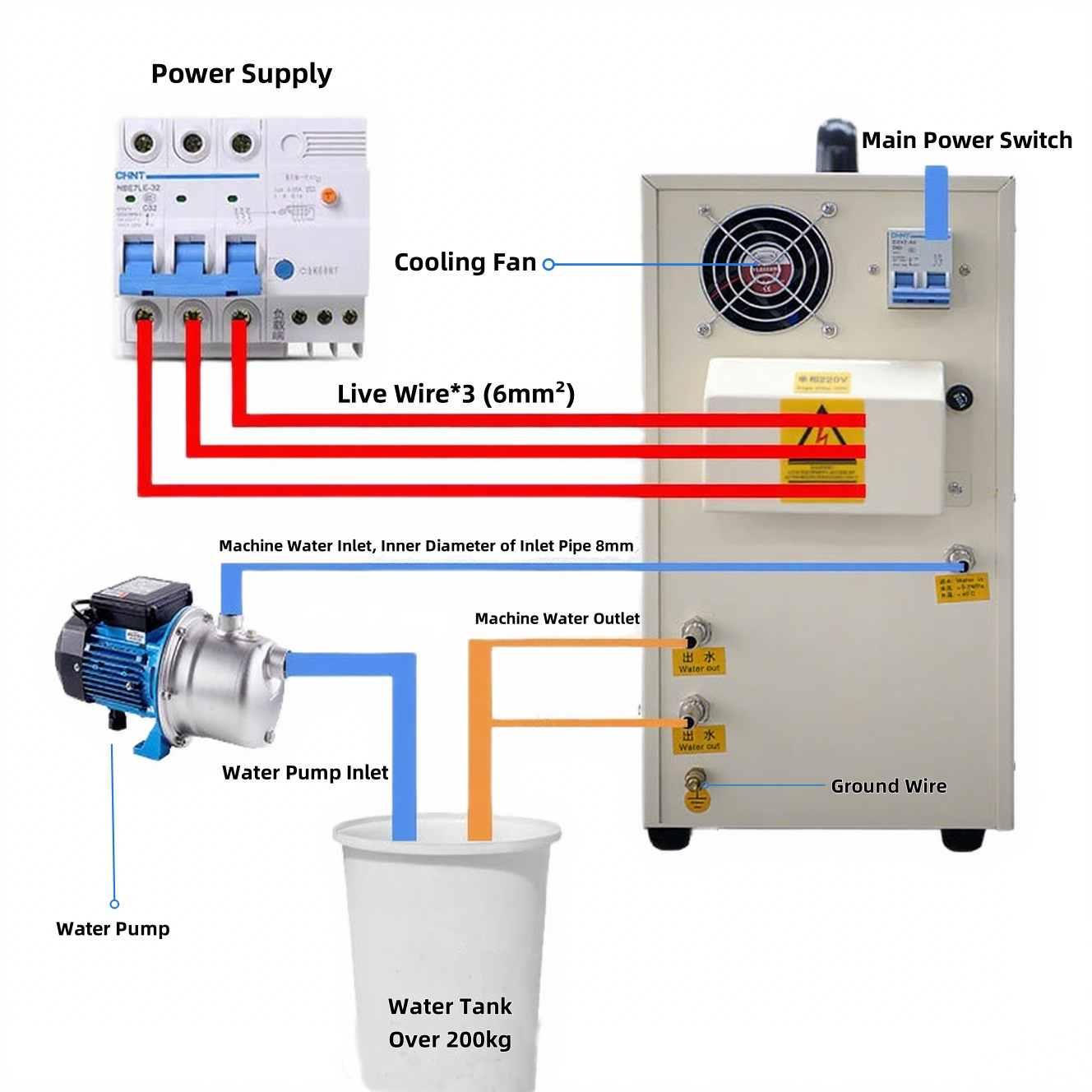
कनेक्ट केबल
इसका उपयोग होस्ट और हैंडहेल्ड कॉइल को जोड़ने के लिए किया जाता है। इसमें उच्च-आवृत्ति धारा संचारित करने के लिए तार और (कुछ उपकरणों में) कॉइल स्विच को नियंत्रित करने के लिए सिग्नल तार होते हैं। हैंडहेल्ड संचालन को सुविधाजनक बनाने के लिए केबल में उच्च-आवृत्ति प्रतिरोध, उच्च-तापमान प्रतिरोध और अच्छा लचीलापन होना चाहिए।